W elektrowniach atomowych, podobnie jak konwencjonalnych, technologie bezwykopowe wykorzystuje się przede wszystkim do instalacji rurociągów. Zadania są w obu przypadkach niemal takie same. Różnica polega na znacznie większych rygorach bezpieczeństwa i wysokich wymaganiach dla wykonawców, realizujących prace w siłowniach atomowych.

Rury w elektrowniach jądrowych transportują wodę chłodzącą do zbiornika reaktora i basenu wypalonego paliwa, parę do głównej turbiny, dostarczają paliwo i olej smarowy do awaryjnych generatorów diesla, utrzymują tryskacze w gotowości gaszenia pożarów, zapewniają wodę pitną i odprowadzenie ścieków, służą do kablowania sieci elektroenergetycznych. To dziesiątki kilometrów instalacji o najwyższej jakości zgodnej z wymogami bezpieczeństwa. Część z nich wykonuje się z wykorzystaniem technologii bezwykopowych, z ich użyciem realizuje się także renowacje instalacji i prowadzi inspekcje. Takie metody stosuje się również do dekontaminacji i uszczelnienia rurociągów w elektrowniach atomowych.
Prace bezwykopowe – HDD
Do bezwykopowej budowy rurociągów w elektrowniach atomowych stosuje się przede wszystkim przewierty HDD, mikrotunelowanie i przeciski. Prowadzi się też renowacje instalacji rurowych.
Przykładem jest instalacja czterech obwodów kablowych 132 kV dla elektrowni Sizewell w Wielkiej Brytanii. Dotyczyła ona wykonania kanałów HPPE (ang. High Performance Polyethylene) o średnicach 180 mm. Wykonano 12 przewiertów HDD w trzech lokalizacjach, każde o długości od 60 m do 380 m. Prace prowadzono pod terenami podmokłymi, obszarami zalesionymi, strumieniami i drogą dojazdową. Grunt składał się z piasków i żwirów z wysokim poziomem wód gruntowych. Wymagało to zastosowania wysokiej jakości płuczki z bentonitu Wyoming. Przed podjęciem robót przeprowadzono ocenę ryzyka we wrażliwym obszarze i opracowano szczegółowy plan działań. Podczas budowy firmy zewnętrzne zrealizowały rygorystyczne audyty.
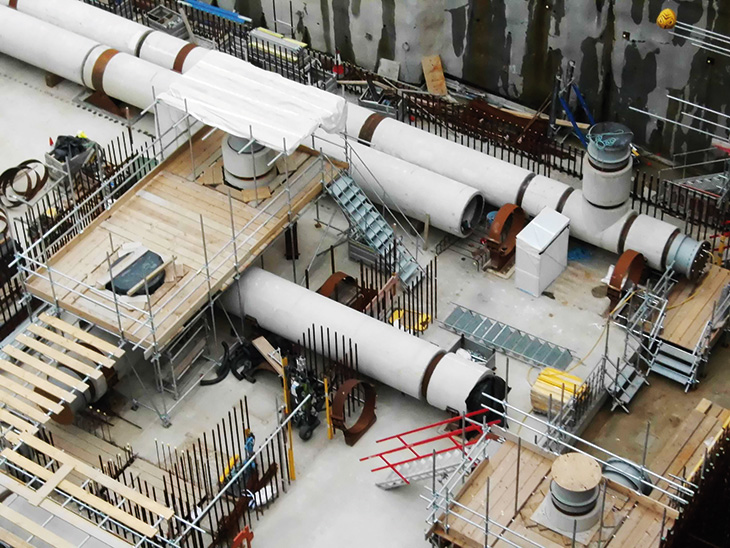
Bezpieczeństwo rur i rurociągów jest najważniejsze dla elektrowni atomowych
Jednym z powodów wyboru metody HDD była konieczność ochrony lokalnej flory i fauny. Wiązało się to z umiejscowieniem centrum gospodarowania płuczką i jej recyklingiem w jednym miejscu. Zadanie wykonano w ciągu pięciu miesięcy.
W amerykańskim stanie Karolina Północna dobudowano bezwykopowo linię elektroenergetyczną 230 kV pod rzeką Cape Fear, w pobliżu portu stanowego w Wilmington. Istniały już dwie takie instalacje wyprowadzające moc z elektrowni jądrowej Brunswick. Opracowano studium wykonalności zawierające możliwe do zastosowania rozwiązania. Na jego podstawie uznano, iż najlepszym rozwiązaniem będzie przewiert HDD o długości przekraczającej 2 km. Prace były niezbędne, ponieważ dwie działające linie przesyłowe napowietrzne zawieszono na jednej konstrukcji. W przypadku awarii jednej z nich, druga zostałaby przeciążona, co mogłoby doprowadzić do blackoutu w hrabstwach Brunswick oraz New Hanover. Przewiert wykonano 30 m pod dnem rzeki. Podziemna linia kablowa 230 kV wyeliminowała obawy związane ze skutkami przeciążeń.
Instalacja sieci parowej w Chinach
Pod koniec 2023 r. w ramach budowy pomocniczej sieci parowej w chińskiej elektrowni atomowej Qinshan przebito mikrotunel o długości 1001,5 m. Drążenie obiektu o średnicy wewnętrznej 4 m trwało 105 dni. Maszyna mTBM pokonywała formacje złożone z kilku rodzajów skał. Wyzwaniem był jej transport na małych przekrojach o znacznych nachyleniach oraz szybka realizacja trasy na długich dystansach. Dostawę zrealizowano w ciągu trzech miesięcy. Całkowita masa urządzenia wynosiła 220 ton. Wyposażono je w głowicę tnącą o dużej wytrzymałości, wielosekcyjną tarczę, innowacyjny system cyrkulacji płuczki i zmienny system podparcia specjalnie zaprojektowany do drążenia długich odcinków w twardej skale. Po ukończeniu prac zostaną połączone pomocnicze systemy parowe bloku nr 2 i elektrowni Fangjiashan, zapewniając jednocześnie zewnętrzną parę pomocniczą do elektrowni bloku nr 1. W Qinshan działają chińskie reaktory PWR i kanadyjskie CANDU PHWR. Siedem bloków ma łączną moc 4110 MW.
![]()
Renowacje rurociągów
Systemy rurociągów z obiegową wodą chłodzącą mają najważniejsze znaczenie dla funkcjonowania elektrowni jądrowej i ogólnego bezpieczeństwa. W miarę jak siłownie starzeją się, a systemy rurociągów osiągają swój okres użytkowania, należy je wymieniać lub poddawać renowacjom, aby spełnić zobowiązania licencyjne NRC (Komisji Regulacji Jądrowej) w celu zapewnienia bezpiecznego funkcjonowania. Tylko w części przypadków możliwe jest wykopanie i wymiana rurociągu. Infrastruktura podziemna i wewnętrzna zwykle jest odnawiana metodami bezwykopowymi. Opcje napraw bezwykopowych obejmują np. projektowanie i montaż rur utwardzanych na miejscu (CIPP) i polimerów wzmocnionych włóknem węglowym (CFRP).
Roboty wykonuje się zwykle podczas planowanych przestojów reaktorów. Terminy w przypadku usuwania skutków awarii bywają krótkie
Przykładem jest zastosowanie metody CIPP z rękawami utwardzanym UV lub parą. W tym przypadku był to niewielki, ale krytyczny odcinek rurociągu – awaryjna naprawa pękniętej stalowej rury gaśniczej o średnicy 200 mm w jednej z amerykańskich elektrowni atomowych. Długość wykładziny wyniosła około 12 m. Ciśnienie projektowe to 19,34 bar, a robocze 69 bar. Rura znajdowała się na głębokości zaledwie 1,5–1,8 m pod ziemią, ale ze względu na lokalizację nie dało się przeprowadzić prac wykopowo. Rękaw dostarczono z Niemiec. Ze względu na stan rurociągu ujawniony podczas inspekcji CCTV, przed podjęciem prac przeprowadzono dokładne czyszczenie. Wymagało to kilku przejść przez instalację.
Druga renowacja obejmowała 76 m rury burzowej z blachy falistej o średnicy 900 mm. Instalacja znajdowała się w obszarze chronionym z podniesionym poziomem bezpieczeństwa i kontroli. Prace były konieczne ze względu na plany umieszczenia na powierzchni pomocniczego generatora diesla. CIPP zapewnił bezawaryjną pracę rurociągu pod zwiększonym obciążeniem. Dostęp do instalacji umożliwił 122-centymetrowy właz z otworem w dół o średnicy 60 cm i pionowym CMP w górę (o takiej samej średnicy). Wejście do przestrzeni zamkniętej było skomplikowane ze względu na mimośrodową konfigurację i wiele wlotów, które wymagały ograniczenia ilości wody. Wyzwaniem był ciągły dopływ wód gruntowych.
Rura wlotowa wymagała izolacji i dokładnego monitorowania przez cały czas pracy. Wykładzina została pomyślnie utwardzona dzięki promieni UV, a na jej końcach wykonano uszczelnienia.

Za względu na lokalizację prac przed ich wykonaniem straż zakładowa pojechała do zakładu producenta, by sprawdzić i zabezpieczyć skrzynię z wykładziną na czas transportu. Sprzęt przeszedł rygorystyczną kontrolę.
Naprawa i renowacja rurociągów wody obiegowej
W przypadku braku odpowiedniej kontroli i konserwacji systemów wody obiegowej istnieje ryzyko wyłączenia zasilania stacji lub wymuszonego przestoju. W jednej z amerykańskich elektrowni jądrowych doszło do wycieku z rury przez otwór o średnicy 300 mm. System cyrkulacji wody liczy łącznie 762 m rur stalowych o średnicach od 750 do 2300 mm. Do awarii doszło w mniejszej instalacji. Woda zalała basen ujęciowy, konieczne było jego monitorowanie i pompowanie do czasu planowanej przerwy podczas załadunku paliwa.

Dopiero wtedy rurę naprawiono i wykryto korozję w czterech rurociągach o średnicy 2300 mm. Całkowita długość napraw wyniosła około 60 m. Do renowacji zastosowano system z polimeru wzmocnionego włóknem węglowym (CFRP), który umożliwiał naprawy ciągu instalacji i punktowe. Materiał można stosować wewnątrz i na zewnątrz rur, a metoda jest całkowicie bezwykopowa. Na wykonanie prac wystarczył dziewięciodniowy przestój zaplanowany w harmonogramie.
W zapisach rządowej Polityki Energetycznej Polski do 2040 r. ustalono budowę elektrowni jądrowych o mocy 6–9 GW. Planowane reaktory mają mieć 1–1,6 GW mocy jednostkowej. Pierwszy blok ma zostać uruchomiony w 2033 r., kolejne powinny być oddawane do użytku co 2–3 lata.
Pierwszą elektrownię atomową w Polsce, w gminie Choczewo na Pomorzu, zbudować mają Amerykanie, wykorzystując trzy reaktory AP1000 generacji III+. Pod koniec września 2023 r. spółka Polskie Elektrownie Jądrowe (PEJ) i konsorcjum firm Westinghouse oraz Bechtel podpisały umowę na zaprojektowanie siłowni jądrowej. PEJ zakłada, iż zezwolenie na budowę zostanie wydane w 2025 r., a w 2026 r. rozpoczną się roboty. Amerykańskie reaktory generacji III+ mają podwyższony poziom bezpieczeństwa w stosunku do poprzedników. Nominalna moc elektryczna jednego reaktora przekracza 1,1 GWe, a cieplna wynosi ponad 3,4 GWt. Planowana inwestycja ma wydane decyzje lokalizacyjną i środowiskową. Podłoże już zostało sprawdzone pod kątem ewentualnej obecności niewybuchów, następny etap to badania geologiczne.
Dla drugiej siłowni atomowej planowanej przez rząd nie wybrano jeszcze miejsca budowy. Rozważane są trzy lokalizacje: Bełchatów (woj. łódzkie), Kozienice (woj. mazowieckie) oraz Połaniec (woj. świętokrzyskie). Westinghouse wyraża zainteresowanie inwestycją, ale wykonawcy jeszcze nie wybrano.
PGE PAK Energia Jądrowa, spółka celowa należy do PGE Polskiej Grupy Energetycznej oraz Zespołu Elektrowni Pątnów Adamów Konin (posiadają po 50% akcji) także planuje budowę elektrowni jądrowej. Obiekt ma powstać w Pątnowie (część Konina w woj. wielkopolskim). Zastosowana będzie technologia APR1400 południowokoreańskiego koncernu KHNP. Przewidziano dwa reaktory o mocy jednostkowej 1400 MW. Bloki tego typu działają już w Korei Południowej (kolejne są w budowie) oraz w Zjednoczonych Emiratach Arabskich. Inwestycja jest na wstępnym etapie, nie podpisano jeszcze umowy z wykonawcą.
W planach jest także budowa małych reaktorów modułowych (ang. Small Modular Reactors – SMR) o mocach po 300 MW. Pierwszy BWRX-300 prawdopodobnie zostanie oddany do użytku w 2029 lub 2030 r. w Stawach Monowskich (gm. Oświęcim). Generalny Dyrektor Ochrony Środowiska wydał pierwsze w Europie postanowienie określające wymagania dotyczące zakresu raportu środowiskowego dla tej jednostki. Inwestorem jest spółka Orlen Synthos Green Energy, która zamierza postawić 24 SMR.

Z kolei w rosyjskiej elektrowni jądrowej Biełojarsk w 2022 r. przeprowadzono renowację przewodów wody obiegowej jednego z bloków reaktorów, działającego od 1980 r. Po raz pierwszy w historii tego zakładu renowację rur o średnicy większej niż 2 m przeprowadzono metodą bezwykopową. Zastosowano technikę reliningu (umieszczania nowego rurociągu w starym). Zainstalowano panele GRP (tworzywo sztuczne wzmocnione włóknem szklanym). W efekcie przywrócono parametry techniczne instalacji. Zmniejszenie średnicy wewnętrznej jest kompensowane przez doskonałe adekwatności hydrauliczne rur. Dodatkowo przewody uodporniono na tzw. biointerferencję negatywnie wpływającą na pracę urządzeń cieplnych i mechanicznych. Niska chropowatość rur powoduje, iż mięczaki i glony nie będą w stanie przyczepić się do ścian i stworzyć kolonii. Dzięki temu znacząco zmniejszyło się prawdopodobieństwo wyłączenia reaktora z powodu nieplanowanych napraw. Stare wodociągi zainstalowano w 1964 r., działały przez 58 lat. Dwa uruchomione wtedy reaktory już zamknięto, reaktor Biełojarsk 3 zaczął działać w 1980 r., a Biełojarsk 4 w 2015 r.
Przed wejściem do obszaru chronionego sprawdzane jest wszystko. Strażnicy dokonują przeszukań, samo wnoszenie sprzętu do wnętrza zakładu może trwać kilka dni. O tempie prac decydują harmonogramy bezpieczeństwa
Unieszkodliwianie radioaktywnych rurociągów
Metody pochodzące z sektora gazowniczego zastosowano do likwidacji czynnego i radioaktywnego rurociągu w jednej z kanadyjskich elektrowni atomowych. Takie operacje prowadzone są zwykle podczas planowanych wyłączeń reaktorów, jednak zastosowane rozwiązanie umożliwiło działania w trakcie pracy.

Wykorzystano wiercenie pod ciśnieniem, a do rurociągu wprowadzono ekspandującą piankę poliuretanową z utwardzaczem (mieszanym przed aplikacją), a następnie wstrzyknięto do specjalnego worka przez rurkę iniekcyjną. Przy pełnym rozszerzeniu piana przedostała się przez materiał i przylgnęła do ścianki rury tworząc trwały korek wewnątrz rury, bez utraty jej integralności. W efekcie zamknięte zostały wszelkie radioaktywne zanieczyszczenia. Takie rozwiązania stosuje się także podczas likwidacji elektrowni jądrowych. Wypełnione rurociągi można rozcinać na fragmenty i utylizować.
- transport wody chłodzącej do zbiornika reaktora i basenu wypalonego paliwa,
- transport pary do turbiny,
- dostawy wodoru do chłodzenia generatorów,
- przesył paliwa i oleju smarowego do awaryjnych generatorów diesla,
- utrzymanie tryskaczy w gotowości do gaszenia pożarów,
- zaopatrzenie elektrowni w wodę,
- łączenie kablami z siecią elektroenergetyczną.
Rygory prac w elektrowniach atomowych
Podstawowe zasady wykonywania robót na terenach elektrowni jądrowych, nie tylko w przypadku instalacji bezwykopowych, to utrzymanie bezpieczeństwa, ewentualna ochrona przed promieniowaniem i podejmowanie przemyślanych decyzji. Przy wyborze wykonawców ocenia się parametry produktów, historię firm, doświadczenie i referencje. Ważne są wydajność, a także dochowanie należytej staranności.
Roboty wykonuje się zwykle podczas planowanych przestojów reaktorów. Terminy w przypadku usuwania skutków awarii bywają krótkie, często wymaga się posiadania sprzętu zapasowego. Różnica między zadaniami wykonywanymi dla przedsiębiorstw wodno-kanalizacyjnych, a w sektorze jądrowym, to przede wszystkim nacisk na bezpieczeństwo w tym drugim. W doborze firm wykonawczych i pracowników stawia się na doświadczenie operacyjne, a nie szybkość działania. Liczy się też znajomość zasad bezpieczeństwa jądrowego. Pracownicy wykonawców są testowani – sprawdza się znajomość procedur operatora elektrowni i wymagań regulatora. Zezwolenie na prace uzyskuje około 20% personelu firm wykonawczych. Prowadzona jest też kontrola referencji. Utrudnienia te rekompensowane są większymi zyskami przedsiębiorstw, gdyż w przemyśle jądrowym kwoty kontraktów są wyższe niż w innych sektorach.

Czasochłonny jest dostęp do sprzętu i materiałów dla przygotowania instalacji. Przed wejściem do obszaru chronionego sprawdzane jest wszystko. Strażnicy dokonują przeszukań, samo wnoszenie sprzętu do wnętrza zakładu może trwać kilka dni. O tempie prac decydują harmonogramy bezpieczeństwa. Działania wykonawców są ściśle monitorowane, jakiekolwiek uchybienia powodują ich usunięcie z placu budowy. Dodatkowo projekty w obiektach jądrowych często są skomplikowane – różnią się w zależności od trudnych konfiguracji, ciśnień, temperatur czy zastosowań. Działania muszą być skoordynowane i planowane w porozumieniu z pracownikami elektrowni. Ponadto trzeba uporać się z zakłóceniami, barierami ochronnymi, przepisami i licznymi zasadami obowiązującymi w elektrowni.
Zalecane są metody bezwykopowe dla renowacji rurociągów, a także stosowanie przewiertów HDD i mikrotunelowania do ich instalacji. Przede wszystkim dotyczy to obszarów, w których wykopy zagrażają płynności ruchu czy środowisku
W firmie Southern Nuclear posiadającej m.in. trzy elektrownie jądrowe, wejście wykonawców na teren obiektów wymaga spełnienia kilku warunków. Najważniejsze z nich to identyfikacja pracowników dwoma dokumentami tożsamości – stanowym lub federalnym ze zdjęciem i kartą ubezpieczenia społecznego. Prowadzone są testy na obecność alkoholu i narkotyków, sprawdzana jest przeszłość medyczna osób, które mają pracować na terenie siłowni. Firmy realizujące zlecenie muszą udowodnić, ze kadry przeszły szkolenia w zakresie bezpieczeństwa i dotyczące konkretnych lokalizacji w elektrowaniach.
Wymagania na budowach
Międzynarodowa Agencja Energii Atomowej (ang. International Atomic Energy Agency – IAEA) opracowała wytyczne dla zadań budowlanych na terenie elektrowni atomowych. Obejmują one wstępną kontrolę elementów, materiałów i sprzętu pod kątem zgodności z zamówieniem oraz sprawdzenie wymaganych specyfikacji przed przyjęciem i użyciem ich na budowie. Inspekcje mają dać pewność, iż elementy są poprawnie skonfigurowane, zidentyfikowane i czy mają odpowiednie oznaczenia. W razie potrzeby ma być dostępna dokumentacja dotycząca produkcji i montażu. Potwierdzenie odbioru poprzedza zapis inspekcji lub wydanie certyfikatu.
Sterowanie i zbieranie danych odbywa się dzięki tabletu lub laptopa. Urządzenia potrafią się poruszać w pionowych i skośnych rurociągach. Pokonują najtrudniejsze miejsca, jak spawy, nierówne obszary skorodowane, przekroje T oraz pionowe i zakręty. Analizy są wspierane specjalistycznym oprogramowaniem.
Urządzenia mogą prowadzić prace naprawcze i konserwacyjne, jak spawanie, szlifowanie, wiercenie lub cięcie, czyszczenie lub usuwanie zanieczyszczeń. Mierzą też temperaturę i wilgotność.
Roboty bezwykopowe zalecane
W elektrowniach jądrowych zaleca się unikania wykopów, ze względu na wiążące się z nimi zagrożenia bezpieczeństwa oraz utrudnienia. Zalecane są metody bezwykopowe dla renowacji rurociągów, a także stosowanie przewiertów HDD i mikrotunelowania do ich instalacji. Przede wszystkim dotyczy to obszarów, w których wykopy zagrażają płynności ruchu czy środowisku, jak drogi i autostrady, linie kolejowe, gęsto zabudowane tereny i miejsca wrażliwe przyrodniczo. IAEA podkreśla, iż takie rozwiązania praktycznie eliminują konieczność odtwarzania powierzchni gruntowych. Organizacja powołała się na badania kosztów metod bezwykopowych (HDD, mikrotunelowanie, CIPP) w Ameryce Północnej. Wynika z nich, iż nakłady rosną wraz ze średnicami rur, ze względu na zwiększony poziom złożoności i trudności. Oceniono, iż na terenach elektrowni jądrowych ceny inwestycji będą wyższe niż w środowisku miejskim.

IAEA opisuje też niektóre stosowane materiały pod kątem ich zalet i wad. W przypadku HDPE podkreślono niższe koszty budowy rurociągów w porównaniu ze stalowymi, odporność na korozję wodną i zanieczyszczenia. Ograniczenia tego materiału to maksymalne temperatury pracy (60–80°C). Dlatego nie może on być stosowany w środowisku zbyt gorącym, natomiast nadaje się np. do transportu wody. Jako przydatne do mikrotunelowania wskazano rury z betonu polimerowego, sztywne, o wysokiej wytrzymałości i odporne na korozję. Nadają się one do wykonywania infrastruktury wod-kan i sprawdzają w środowiskach korozyjnych. Wśród najważniejszych pozostają rury stalowe o najwyższych parametrach jakościowych.
Renesans energetyki atomowej, jedynego stabilnego źródła czystej energii elektrycznej, pozwala zakładać wzrost liczby inwestycji
Renesans energetyki atomowej, jedynego stabilnego źródła czystej energii elektrycznej, pozwala zakładać wzrost liczby inwestycji. A to oznacza więcej rur i rurociągów realizowanych metodami bezwykopowymi. Jednak ze względu na wyśrubowane wymagania, będzie to szansa dla firm, które zdołają się do nich dostosować.














